
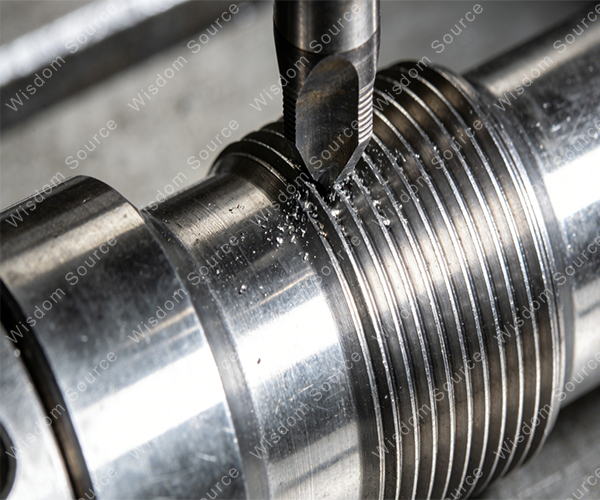
Is It Difficult To Thread Titanium Alloy Pipe Joints?
Is It Difficult To Thread Titanium Alloy Pipe Joints?
With its advantages of low density, high
strength, corrosion resistance and heat resistance, titanium alloy has become
the core material of high-end aerospace manufacturing, but the threading of
pipe joints has always been a pain point in the industry: poor thermal
conductivity, easy to stick to the knife, fast tool wear, and large processing
deformation.
Starting from the processing
characteristics of titanium alloy, this paper disassembles the three keys of
tool selection, process parameters, cooling and lubrication, and gives a
solution that can be directly implemented.
1. Titanium Alloy Processing: Three Characteristics
That Are Naturally “Difficult” To
Do
1) Low Thermal Conductivity
Heat is difficult to dissipate → high temperature in the cutting area →
Large deformation and fast tool wear
2) Small Deformation Coefficient
Concentrated cutting force → the edge is easy to collapse
3) High Chemical Activity
High temperature is easy to react with the
tool→ Stick to the knife, bite the knife
Representative material: TC4 (α+β type), the first choice for aerospace,
has 3 times the strength of aluminum alloy and 1.5 times that of steel, and is
also the “hard bone” with the
most headache in processing.
2. How To Choose The Tool? These 3 Schemes Are The Most Practical
1) Wrong Tooth Tap (Preferred)
• Tooth removal at intervals, single-sided
contact, small torque, no stuck
• Smooth chip removal and not easy to stick
to the knife
• It is recommended to use odd numbers for
the number of cogs to make the force more stable
2) Combination Tapping: High-Speed Steel + Cemented
Carbide
• High-speed steel wire cone: rough
processing, strong toughness and not easy to break
• Cemented carbide taps: finishing, high
precision and wear-resistant
3) New Coating Tool
TiAlN coating and ceramic tools further
improve life and surface quality.

3. Process Optimization: Precise Temperature Control, Force control, And Chip Control
1) Threaded Bottom Hole Design
• Appropriately enlarge the diameter of the
bottom hole to reduce the cutting force
• Reasonably expand the inner diameter of
the thread and reduce the tooth height
• Priority is given to machine tapping,
stable pressure and anti-tap breaking
2) Cutting Parameter Control
• Cutting speed: 200-300 mm/min
• The front/rear corners are appropriately
increased: the edges are stronger and the chip removal is better.
• Deep hole tapping: reduce the chip slot
and increase the chip removal space
3) Cooling And Lubrication Are The Key
• Recommended: oleic acid + vulcanized oil
+ kerosene mixture or F43 cutting oil
• The cooling tank is opened on the back of
the tap blade, and the coolant reaches the cutting area directly.
• Add a retreat groove to prevent the
bottom from chipping
4. Future Trends: Towards Intelligence, Green, And Ultra-Precision
1) Intelligent Processing: AI + sensor
real-time assistant adjustment
2) Green Manufacturing:
environmentally friendly coolant, dry cutting
3) Ultra-Precision Machining: special processes such as electrolysis and laser break through the limits